Темы
Эдуард Якобсон
ФИНИШ ЭСТАФЕТЫ
Конец Ленинградского завода имени Карлa Маркса
От автора
В 1975 году в ЛЕНИЗДАТе вышла из печати книга «Эстафета поколений». Её авторы — Лев Федорович Прусьян и Борис Ефимович Столпнер. Книга посвящена 75-летию Ленинградского машиностроительного завода имени Карла Маркса. Она охватывает период начиная с 1898 года по 1974 год включительно. Книга была выпущена тиражом в 5000 экземпляров, и совершенно очевидно, что она с тех пор не переиздавалась. Это ни в коей мере не умаляет уникального значения этого издания, ценность которого в том, что в нём отражен дух времени и событий переломного периода истории России и превращение бывшего завода «Новый Лесснер» в государственное специализированное предприятие по изготовлению оборудования для текстильной промышленности. Это не художественное произведение и не историческое исследование. Это повествование отражает активную деятельность трудового коллектива, превратившего один из машиностроительных заводов Петербурга-Ленинграда в головное предприятие отрасли. Читая книгу, видишь, как это происходило в сложных условиях смены эпох, в обстановке событий военного времени, в периоды развала промышленности и её возрождения, но уже «под идейным руководством партии и правительства», в условиях пятилеток государственной системы плановой экономики.
Авторы — опытные советские журналисты, и, естественно, созданная ими книга полностью соответствует духу того времени. Это видно даже при беглом просмотре книги, особенно в таких названиях глав, как «В классовых битвах», «Строители нового мира», «Заветам отцов верны» и тому подобных. Из этого вытекает, что нет никаких сомнений в том, что всё, в том числе идеологическая позиция коллектива завода, направлялось и организовывалось партийными вожаками, руководителями различных рангов, пропагандировавших гегемонию пролетариата. Правда, в вопросах, касающихся производственных достижений, особенно в части технического прогресса, авторы не забывают упомянуть и опытных беспартийных инженеров, в том числе специалистов ещё старой закалки, но не очень акцентируя роль заводского персонала этой категории.
Недавно мне достался экземпляр книги «Эстафета поколений» с автографом одного из авторов, Бориса Столпнера. Я прочитал эту книгу спустя 43 года и ещё раз обратил внимание на автограф.
Вот что пишет Борис Столпнер:
«Не утверждаю, что это выдающееся произведение, но всё же читайте и наслаждайтесь». Этот автограф датирован 20 ноября 1975 года. Он самокритичен и не без юмора. Нет сомнений, что иначе написать и издать тогда было невозможно, и авторы знали, что делали. У меня к авторам вопросов нет, но это было так давно, а история-то завода имени Карла Маркса тогда, во время написания книги, не закончилась! И у меня появилось большое желание создать подобие её продолжения. Тем более, что за это время очень многое изменилось. Но я не журналист и не писатель. Не располагая достаточным доступом к архивным материалам, я вынужден опираться только на свою память, интернет и имеющиеся в моем распоряжении некоторые факты и документы. В связи с этим, уважаемый читатель, прошу воспринимать всё написанное здесь с долей снисхождения к автору и одновременно рекомендую всё же прочитать всё, учитывая, что описанные здесь события типичны для моего времени. Весь материал изложен в форме событий, связанных с моим участием и с последующей судьбой завода.
Почему я взялся за этот, так сказать, труд, думаю, станет понятным в процессе прочтения. Пока же только могу сказать, что описанием продолжавшейся истории завода имени Карла Маркса, предполагаю, никто не занимался. Это предположение основано на том, что из некоторых известных мне заводчан, кто мог бы это сделать, многих уже нет в живых, а тем, кто ещё с нами, просто нынче не до этого — у них хватает других, своих личных забот. Завода уже нет, и история его — на грани забвения. Так кому же её продолжить, если не мне?!
Часть I
Первое знакомство
В конце 1955 года группа студентов, будущих конструкторов-прядильщиков механического факультета ЛТИ имени С.М.Кирова, прослушала спецкурс лекций по оборудованию для искусственных волокон. Этот курс читал Николай Михайлович Дмитриев, один из ведущих специалистов страны в области текстильного машиностроения, главный инженер Ленинградского машиностроительного завода имени Карла Маркса. Об этом заводе тогда я только слышал, не знал даже, где он находится. А слышал я о нём только то, что сразу после Великой Отечественной войны там изготавливали чесальные машины для хлопка, производство которых вскоре было передано заводу «Вулкан» (он в моем повествовании ещё будет встречаться) и что там создали какой-то оригинальный комбайн для производства вискозной нити.
Лекции Дмитриева носили обзорный характер, и составить себе представление о назначении и особенностях конструкции той или иной машины для многочисленных видов волокон и нитей было практически невозможно. Николай Михайлович не останавливался на подробностях, так как даже на поверхностное рассмотрение хотя бы наиболее характерных конструкций важнейших механизмов просто не хватило бы времени всего процесса обучения. Но несмотря на это программой было предусмотрено выполнение курсового проекта по разработке конструкции одного из конкретных механизмов. Ясно, что целью такого задания было определение способности будущего инженера к самостоятельному решению проблемы. Помню, многие кинулись на поиск чертежей, которые можно было бы скопировать. Но были и такие студенты, которые предложили свои оригинальные решения. По этому признаку Дмитриев отобрал группу моих однокашников для прохождения производственной практики на заводе имени Карла Маркса. В эту группу я не попал, так как еще раньше изъявил желание поехать в Ташкент, где от завода «Таштекстильмаш» была заявка на четырех практикантов. И мне просто очень хотелось побывать в Средней Азии.
Каково же было мое удивление, когда я, вернувшись в Ленинград, узнал, что руководителем дипломного проекта у меня будет Николай Михайлович Дмитриев. Я почему-то был уверен, что по старой памяти мной заинтересуются на заводе «Вулкан», где я ещё в 1947 году начинал впервые приобщаться к конструкторской деятельности, да и изготавливаемые там машины для меня не были новинкой. Но всё оказалось совсем не так, да и вообще каким-то образом темой моего дипломного проекта оказалась «Крутильная машина для хлорина». В чем особенность машины такого типа, я не знал и о хлорине ничего даже не слышал. На все мои вопросы Николай Михайлович ответил однозначно: «Иди в отдел кадров и оформляйся в СКБ, к Василию Ивановичу Семенову».
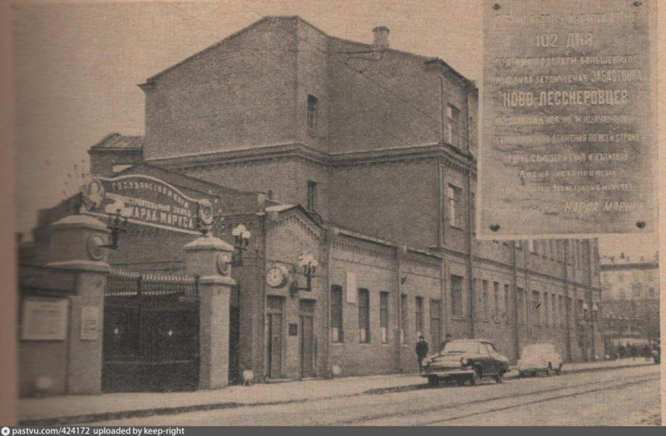
Вот таким было административное здание на проспекте Карла Маркса под №66 с дореволюционных времен. Здесь был главный въезд на территорию, и рядом с ним была главная проходная на основную, старую территорию завода. У проходной была установлена мемориальная доска о героическом прошлом рабочего движения. На этой территории были основные производственные цеха, а в этом здании размещалось большинство служб и дирекция.
(Фото из архива музея Городской скульптуры)
В состав СКБ входило несколько конструкторских групп (бюро), относившихся по специализации в основном к области оборудования для производства химических волокон. В частности в КБ были группы, занимавшиеся только машинами для формования нитей из растворов, машинами для стекловолокна, крутильными машинами, а также группы механизации и «спецпродукции». Группа Василия Ивановича Семенова вела в производстве машины для формования капроновых нитей. Кстати, я был не единственный из сокурсников, оказавшихся на заводе Карла Маркса. Нас было человек восемь, но в группу к Василию Ивановичу Семенову попали только трое: Владимир Форер, Олег Пономарев и я.
Итак, с февраля 1956 года я связал свою жизнь с заводом имени Карла Маркса. До этого я уже имел опыт конструкторской работы на заводе «Вулкан», в судостроении (ЦКБ-18) и в Ленинградском филиале НИИПолиграфмаш. Новый профиль работы меня не смущал, хотя очень многое было ново для меня и принципиально отличалось от того, с чем я был знаком раньше.
На первых порах я занялся изучением имеющейся документации совершенно новой для меня машины, которую предстояло усовершенствовать, и знакомством с заводом, с его основными цехами и, конечно, с людьми. Меня несколько удивил состав группы Семенова. Численность её без нас составляла всего с дюжину человек, из которых не более половины принимали участие в конструкторских разработках. Помню точно, что две пожилые женщины занимались только тарой и упаковкой практически всего, что было в ведении СКБ. Они считались крупными специалистами в этой области, и в этот участок работы даже ведущие конструкторы старались не вторгаться. В основном чертежи машин и техническая документация были в ведении Тамары Ивановны Ивановой и её помощницы Сальмоновой, которая обладала исключительной способностью быстро чертить. Был инженер-электрик Лев Кошмин и ещё 2-3 конструктора, в числе которых — молодой способный парень, глухонемой от рождения, по фамилии Хромов. Была ещё пара девочек, которые работали под руководством Ивановой и Сальмоновой, выполняя отдельные задания, в том числе — корректировку копий чертежей в цехах и службах. Сам В.И.Семенов за чертежной доской не сидел, но решения всех технических вопросов не выпускал из своих рук и строго контролировал их выполнение. Я не представлял, как в таких условия и такими силами могла быть создана достаточно сложная техника, находящаяся уже в серийном производстве. Со временем всё прояснилось, а пока мне было не до истории.
Становление
Первого августа 1956 года, согласно предписанию по распределению после института, я приступил к работе в должности инженера-конструктора в Специальном Конструкторском Бюро (СКБ) Ленинградского машиностроительного завода имени Карла Маркса, там, где проходил преддипломную практику и готовил, как выяснилось позже, свой дипломный проект. Практически я вернулся в уже знакомый мне коллектив и на то же самое рабочее место, которое представляло собой чертежную доску размером 2 на 1 метр, смонтированную на металлических ножках. Доска была оснащена двухметровой линейкой с роликами, способными обеспечить её строго параллельное перемещение по натянутым струнам. Для удобства пользования стол был оснащен устройством, позволяющим привести доску из горизонтального положения в слегка наклонное. Основными инструментами конструктора в те времена были два угольника, циркуль, транспортир, карандаш и, самое главное, резинка. (Были в СКБ и три или четыре настоящих «кульмана», попавших на завод сразу после войны, очевидно, из Германии, но ими пользовались только «корифеи». Карандаш и резинка были незаменимы ещё очень долго).
 В этом старом административном здании тогда находились технические службы, производственный отдел, планово-экономические и коммерческие службы, а также дирекция и общественные организации завода имени Карла Маркса (в дальнейшем головного завода Машиностроительного Объединения им. Карла Маркса).
В этом старом административном здании тогда находились технические службы, производственный отдел, планово-экономические и коммерческие службы, а также дирекция и общественные организации завода имени Карла Маркса (в дальнейшем головного завода Машиностроительного Объединения им. Карла Маркса).
Основные подразделения СКБ занимали верхние помещения трехэтажного крыла этого старого здания. На втором этаже были кабинеты директора, главного инженера, бухгалтерия, отделы снабжения и сбыта, а также и небольшой зал для актива. Первый этаж занимали общественные организации. В четырехэтажном крыле здания располагались отдел главного технолога, библиотеки, производственный отдел, БРИЗ, Гражданская оборона и ещё какие-то службы.
СКБ было в большом зале, выходящем окнами на обе стороны здания — на проспект Карла Маркса и на заводской двор. Зал разделялся широким проходом между двумя рядами колонн, по обе стороны которых размещались, кроме бюро Семенова, группы прядильных машин для растворных волокон, крутильных машин и средств механизации. Значительную часть зала, у входа с лестницы, за перегородкой из шкафов, занимал технический архив. В кабинет главного конструктора, расположенный в угловой части здания, можно было войти с той же лестничной площадки, а также через дверь прямо из зала. Отдельно, в других зданиях, находились бюро машин для стекловолокна и специального назначения.
Кроме Николая Михайловича Дмитриева и моего шефа, Василия Ивановича Семенова, мне довелось застать конструкторов ещё «старой гвардии», В числе ветеранов не могу не назвать имена таких, как Иван Константинович Попов, Василий Григорьевич Ходосевич, Григорий Маркович Гутман, Михаил Иванович Вороненков, Петр Петрович Фащевский, Лидия Павловна Яковлева, с которыми я был хорошо знаком, и некоторые другие специалисты, упоминающиеся в книге «Эстафета поколений».
С.А.Парамонов
Кроме названных, я застал Сергея Александровича Парамонова, старейшего из специалистов, который был долгие годы начальником технического отдела и главным конструктором завода. Он внес огромный вклад в создание отечественного текстильного машиностроения. Под его руководством были созданы десятки типов машин. Он в буквальном смысле до последнего дня своей жизни не покидал завод и не переставал делиться с молодыми последователями своими энциклопедическими знаниями. Сергей Александрович скончался на заводе, почти на моих глазах. Он был последним из дореволюционных специалистов.
Общая численность коллектива СКБ была чуть больше ста человек. Из них примерно половина состава числилась на собственно конструкторских работах, но всего только 20-25 специалистов участвовали в основных разработках. Остальные сотрудники выполняли архивные и технические работы, включая размножение документации, копировку и корректировку копий чертежей в технологических службах и цехах завода. Всё тогда делалось вручную, о компьютерах мы и представления не имели.
Приход в СКБ выпускников Текстильного и Политехнического институтов группы молодых специалистов совпал с периодом начала интенсивного подъема в промышленности производства химических волокон. Согласно Постановлению Майского 1957 года Пленума ЦК КПСС обеспечивалось серьезное финансовое вливание и в отрасль текстильного машиностроения. Одновременно проектировались и уже строились крупные предприятия для производства капроновых нитей. Существенные изменения начали происходить и на заводе имени Карла Маркса. Я полностью погрузился в новую и очень заинтересовавшую меня работу, которая в дальнейшем переросла в мой дипломный проект, превратившись в технический и рабочий проекты приемно-намоточной части машины для тонкой (шёлковой) капроновой нити. Дипломный проект был успешно защищен, и вскоре началось изготовление восьмиместного экспериментального стенда и параллельная разработка документации для изготовления опытно-промышленного образца машины на 92 рабочих места. Машина для хлорина была забыта, «не родившись». Она напоминала о себе только лишь записью в приложении к диплому.
Парадоксы времени
Таким образом я оказался вплотную задействованным в разработке конструкции машины, которая должна была войти в состав основного технологического оборудования для производства капронового волокна на строящихся новых комбинатах в Энгельсе и Чернигове. Но я тогда этого ещё не знал. Больше того, я совершенно не представлял себе производство капрона. Никакой литературы тогда мне никто не рекомендовал, а все мои попытки найти хоть что-нибудь за пределами заводской библиотеки были тщетны. Кроме чертежей машины ПП-700-И, от которых я отталкивался, и рассказов Василия Ивановича, никаких сведений я получить не мог. Поэтому я неоднократно поднимал вопрос о командировке в Клин, куда были поставлены первые машины ПП-700-И, но добиться согласия Семенова я не мог.
В те времена все предприятия химволокна были закрытыми «почтовыми ящиками» (если мне память не изменяет, Клин был П/Я 507, Киев — П/Я 512). Вероятно, причиной тому было изготовление вискозного пороха, которое сопутствовало производству вискозных нитей. Ну, а причиной отсутствия информации о производстве капрона являлось скорее всего то, что в Клину находилось вывезенное из Германии (в счет репараций, предположительно из города Hindenburg, ныне польский город Zabrze) соответствующее оборудование, в том числе машины «RS» и воспроизведенные по их образцу машины ПП-700-И (из этого пытались сделать тайну), а также присутствие на капроновом производстве немецких специалистов во главе с профессором Кляре, будущим президентом Академии наук ГДР. Со временем всё это было раскрыто, и появилась соответствующая учебная, научная и широко доступная отечественная и переводная литература в таком изобилии, что трудно даже просто перечислить её авторов — их легче найти в интернете. А пока... С чего-то нужно было начинать. Самое простое — копировать зарубежную технику. Но это означало явно плестись «в хвосте» с отставанием в десять-двадцать, как минимум, лет. Закупать — дорого, да и всегда придется быть в зависимости. Значит, нужно изучать, что творится в мире, и искать свои пути. С этого всё и началось.
Перемены грядут
Когда началось изготовление экспериментального образца, я значительную часть времени проводил в цехах, где старался проследить весь процесс изготовления деталей и проведение сборочных операций. По ходу дела приходилось решать возникавшие вопросы и вносить необходимые поправки в чертежи. Вот тут-то мне впервые и повстречался директор завода Борис Павлович Орлов, о существовании которого я знал только то, что в рабочей среде его называли «Царь Борис». Какой он был руководитель, я не берусь судить, но уж то, что «царь» не пользовался симпатией коллектива, у меня сомнений не вызывало. У меня сложилось впечатление, что организацию производства и все плановые экономические и технические вопросы держал в своих руках только Николай Михайлович Дмитриев. Естественно, что создание новой техники у него было на первом плане. Не было недели, чтобы он не побывал в СКБ и не посидел у стола кого-нибудь из конструкторов. Не забывал он и меня, и мне это много что дало. Он не навязывал своих идей, но подсказывал направления, которые интересно было бы проработать, проверить экспериментально.
 Я не успел ещё познакомиться с производством капрона, как Семенов и Дмитриев уже втянули меня в процесс изобретательства. Вот так, вместе с ними и при моём активном участии появилось первое совместное изобретение № 113857, заявленное 25.11.1957 года, то есть уже на второй год моей работы на заводе. Дальше экспериментов с ним, правда, дело не пошло, но начало было положено.
Я не успел ещё познакомиться с производством капрона, как Семенов и Дмитриев уже втянули меня в процесс изобретательства. Вот так, вместе с ними и при моём активном участии появилось первое совместное изобретение № 113857, заявленное 25.11.1957 года, то есть уже на второй год моей работы на заводе. Дальше экспериментов с ним, правда, дело не пошло, но начало было положено.
Вскоре после этого в Государственном реестре в области оборудования для производства химических волокон стали постепенно появляться изобретения, авторами которых являлись мои однокашники, в числе которых Владимир Форер, Олег Пономарев, Леонид Зельдин и ряд других коллег по работе. Вообще в этот период при поддержке В.И.Семенова и Н.М.Дмитриева я выполнил несколько инициативных экспериментальных разработок, в числе которых были такие, как прядильная головка с полупроводниковым электрическим обогревом и гидравлический плунжерный вариатор.
Н.М.Дмитриев
Я очень сожалел, когда Николай Михайлович оставил завод и перешёл на кафедру проектирования в Текстильный институт. Но там, к сожалению, Дмитриев проработал не долго. Он тяжело болел и вскоре скончался. Это была невосполнимая потеря. Николай Михайлович был всегда доступен, правда, не очень многословен, но всё же с ним легко было общаться. Он умел слушать, внимательно разбирался в осведомленности и взглядах собеседника. Он никогда не давил своим авторитетом и если с чем-то был не согласен, всегда ясно и убедительно разъяснял свою позицию, с которой трудно было не согласиться. Он никогда не приказывал, а всегда мотивированно предлагал. Он был очень деликатным человеком, чем резко отличался от многих «старших по чину», с которыми мне, бывало, приходилось иметь дело. Те два с небольшим года, которые мне довелось общаться с Николаем Михайловичем Дмитриевым, значительно расширили мой кругозор, были очень полезны и очень мне помогли в новых условиях и в освоении новой для меня техники.
Послевоенные годы, как известно, отмечались интенсивными темпами роста науки и прогрессом в технике. Немаловажную роль здесь играло и интенсивное развитие химической промышленности, в том числе и производство синтетических материалов. Различные пластмассы в ряде случаев успешно заменяли традиционные материалы, в том числе и некоторые основные виды металлов, а по некоторым свойствам даже превосходили их показатели. Росло производство химических волокон, и потребность в них, в разных их видах, непрерывно возрастала.
В этот период в СССР было положено начало промышленного производства различных видов синтетического волокна, из которых наиболее распространенными были капрон и лавсан. Технология их производства была быстро освоена, и исходные продукты проблем не вызывали. В качестве исходного сырья для производства капрона используется дешевый фенол, вырабатываемый из каменноугольной смолы (из одной тонны фенола можно получить около 0,5 тонны смолы, из которой производится капроновая нить в количестве, достаточном для изготовления 25 тысяч пар чулок). Широкое распространение получил и лавсан — полиэфирное волокно, хорошо известное в производстве тканей, трикотажа и других потребительских изделий. Особое значение имеет применение этих волокон в шинной промышленности и в изготовлении продукции различного технического назначения (канаты, сети, ремни и прочее). Ускоренными темпами шло проектирование предприятий для производства этой так необходимой в народном хозяйстве продукции. Росла потребность для всего этого в специальном технологическом оборудовании, более производительном и надежном.
В дальнейшем в моем материале акцент будет сделан на оборудование для выработки синтетических нитей и волокон как наиболее характерном в направлении интенсивного развития производства химических волокон, а также и потому, что в этом я чувствовал себя более осведомленным в своей профессиональной деятельности.
«Кондратьич»
1959 год стал переломным в жизни и характере деятельности трудового коллектива завода имени Карла Маркса: прекращено и передано другим предприятиям производство машин для натуральных волокон. Завод полностью перешел на создание и серийное изготовление оборудования для химических волокон. Создано и начало действовать на территории завода Специальное Конструкторско-Технологическое Бюро Машин Химических Волокон (СКТБ МХВ). Возможно, все эти преобразования были связаны с созданием Совнархозов. И произошло это именно тогда, когда руководство заводом возглавил Александр Кондратьевич Степанов. Мое же личное мнение, что многое стало возможным и неразрывно связано только с назначением А.К.Степанова директором завода имени Карла Маркса. Во всяком случае, именно с его приходом начались серьезные изменения. Сразу стало заметно, что у руля встал хороший организатор, вдумчивый хозяйственник и чувствующий технику специалист, смело решающий поставленные перед заводом задачи.
Первое, чего добился Кондратьич (как любовно его прозвали на заводе чуть ли ни с первых дней его прихода) — это организацию кооперации, по своим масштабам и срокам немыслимой ранее. Строительство завода в Энгельсе близилось к завершению, и в связи с этим было принято решение не дожидаясь результатов испытаний опытного образца начинать подготовку производства серии из 10 машин ПП-350-И для этой новостройки. Сроки были жесткие, и явно заводу КМ без посторонней помощи не справиться. В результате оказались задействованы несколько крупных ленинградских предприятий, в числе которых «Электросила», «Судомех», вагоностроительный завод имени Егорова, завод «Редуктор» и некоторые оборонные предприятия, включая два авиастроительных. Под руководством Степанова происходило распределение работ. По его инициативе нашим смежникам было поручено изготовление самых ответственных и массово повторяющихся оригинальных узлов машины, в числе которых были «прядильные головки», «шахты» зоны охлаждения нити, коробки скоростей привода дозирующих насосов, «фрикционные цилиндры» и другие. С учетом запасных частей для десяти машин требовалось более тысячи единиц почти каждой из этих позиций. В процессе заключения договоров от нас потребовались дополнительно на каждую позицию специальные технические условия, которые мы должны были приложить к передаваемым чертежам. Такие ТУ никогда раньше внутри завода не выпускались.
Эта работа свалилась на меня в самый разгар реорганизации, т.е. создания СКТБ МХВ, которое формировалось из значительной части коллектива заводского СКБ. Мне предложили выбрать место работы, но я остался верен заводу и не мог отказаться от уже взятой на себя обязанности. Позже я никогда об этом не жалел. Я заменил В.И.Семенова в руководстве бюро №2 отдела главного конструктора (ОГК) — так теперь называлась моя группа, сформировавшаяся из молодых специалистов.
Александр Кондратьевич внимательно следил за ходом работ. Обязанность курировать изготовление прядильных машин для Энгельсского завода он возложил на меня и приказал, чтобы я ему немедленно докладывал обо всех затруднениях. Чем я заслужил его доверие — мне неизвестно. Может быть, сыграли роль два маленьких эпизода, которые мне запомнились. В первом случае для заключения договоров требовалось срочно разработать и выдать технические условия для изготавливаемых по кооперации узлов. Мой маленький коллектив был загружен до предела, а тут еще всякие непредвиденные сложности... Помню, что я однажды вынужден был доложить о проблемах с машинописными работами. Он тут же дал команду наши ТУ печатать вне очереди. И еще один, чисто бюрократический эпизод. На заводе сохранилась традиция: если приходит заказ на изготовление запасных частей, то эту заявку первым делом направляют конструкторам для составления подетального перечня (спецификацию). Как правило, заявки запчастей от разных заказчиков на один и тот же тип машин отличался только количеством. Изучив характер повторяющихся заказов, мои коллеги составили спецификации на каждую из сборочных единиц. Чтобы определиться с общим объемом, требовалось только отобрать спецификации соответствующих узлов и перемножить на число заказываемых позиций. Сотрудникам планово-экономического отдела мое новшество не понравилось, и начальник ПЭО, Михаил Константинович Степанов (однофамилец), доложил директору о моем «саботаже». Кондратьич вызвал меня и потребовал объяснения. Выслушав меня, он пригласил своего однофамильца и поинтересовался, владеют ли его сотрудники таблицей умножения. Больше этот вопрос не обсуждался, и всё встало на свое место. Так с помощью Кондратьича нам удалось поломать некоторые традиции, которые отвлекали конструкторов от основной работы, относившейся к их прямым обязанностям.
Первая удачная попытка
В типовых проектах прядильных цехов отечественных предприятий производства капрона расположение машин этого типа предусмотрено в трёх стандартных шестиметровых строительных пролетах здания. В машинах ПП-700-И было 48 рабочих мест, а в новой машине их 92 при тех же габаритах. Таким образом новая машина обеспечивала почти удвоенный съем продукции с той же производственной площади. В новой машине ПП-350-И мне удалось коренным образом изменить конструкцию остова и более компактно разместить механизмы. За счет применения трубчатых конструкций корпусов рабочих механизмов и несущих связей остова был значительно сокращен расход металла. Приемно-намоточная часть машины оказалась первой удачной попыткой отойти от копирования зарубежных образцов и уже устаревшей к тому времени техники. Это был первый шаг в создании отечественных конструкций оборудования для производства волокон и нитей из расплава полимера.

На фотографии: приемно - намоточная часть машины, конструкция которой была разработана в моем дипломном проекте, положившем начало создания новой машины на 92 рабочих места. Она же была принята и для других двух типов серийных машин этого же назначения, которые позже выпускались под марками ПП-350-И2 и ПП-350-И3, но с усовершенствованными плавильно-формовочными частями.
Фото: Клим Чугункин - собственная работа, CC BY-SA 4.0.
Позже было принято называть машины такого типа агрегатами, состоящими из двух частей: аппаратного типа формовочная часть получила индекс «НФ», приемно-намоточная - «ПН», и машины стали выпускать только односторонними, правого и левого исполнения. Позже ещё и само понятие «агрегат» для этого вида оборудования потеряло свой смысл. Первым толчком к этому послужил ещё и досадный казус. Когда машина ПП-350-И уже поступила на территорию комбината, вдруг выяснилось, что в прядильном цехе капронового производства можно разместить только одну из сторонок. Ошибка была быстро исправлена ГИПРОИВОМ, и вторую половину машины Главк дал указание отделить и отправить в Киев.
По результатам испытаний в Клину наш оригинальный вариант формовочной части к серийному производству не был принят, и для Энгельса формовочная часть воспроизводилась по старому образцу. Но в целом всё разрешилось благодаря удачному решению по намоточной части. Машины были поставлены в срок и отработали свой век.
Нет худа без добра
Наконец сбылось моё давнишнее желание познакомиться с производством капрона. Делить машину в Клину было некому. Работники комбината за это браться не собирались. Вот тут-то я понял, что без меня не обойтись. Лучше меня машину не знал никто.
Клин встретил промозглой погодой. Каушанский, начальник отдела оборудования комбината, привел меня к железнодорожной ветке комбината, где в три ряда по высоте были сгружены порядка 150 ящиков и связок металлоконструкций разобранной для транспортировки машины. В мое распоряжение была выделена бригада такелажников и автопогрузчик. Добрую половину ящиков пришлось раскрывать и раскладывать по признакам правой и левой сторонок машины. Первым делом мы сразу отделили те ящики, в которых были части, относящиеся к любой половине в равной степени, отправляли их в зону монтажа или на площадку для погрузки в Киев с соответствующей заменой маркировки. Дождь временами очень мешал нам, но не прерывал нашу работу. Требующие разделения упаковочные места завозили под укрытие и там только раскрывали. Мне очень помогло то, что я был знаком с основными принципами упаковки машины, да и по внешнему виду многих частей мог определить, к какой сторонке они относятся. Таким образом разделение прошло благополучно, не считая некоторых мелочей. Самое же главное было в том, что я свое пребывание в Клину максимально использовал для ознакомления с производством и знакомством со специалистами. С ними я предполагал сотрудничество, когда дойдет дело до монтажа и испытаний машины, в которых, я не сомневался, мне придется участвовать в самое ближайшее время.
Впервые я почувствовал запах капронового производства, получил возможность проследить всю цепочку технологического процесса от химического цеха и до упаковки готовой продукции. Особенно я уделил внимание эксплуатации оборудования, изготовленного нашим заводом Тогда же я встретился со своим бывшим однокашником, Сергеем Кудряшовым, который работал в Клинском филиале ВНИИВА над созданием фильер с профильными отверстиями для специальных волокон. Тогда у меня установились первые деловые контакты с Астафьевым и Тороповым, механиком и начальником прядильного цеха, с Большаковым и Мухиным, будущими руководителями Всесоюзного объединения «Союзхимволокно», с которыми мои пути в дальнейшем прямо или косвенно пересекались.
Это были мои первые шаги в познавании отрасли производства химических волокон и, в частности, капроновых нитей. Клинский комбинат был и долго продолжал оставаться «кузницей кадров» для интенсивно развивающейся отрасли производства химических волокон. Многих «клинчан» мне в дальнейшем довелось встречать на новых предприятиях шестидесятых годов: в Энгельсе, Чернигове, Барнауле, Даугавпилсе... и даже в Болгарии. Позже, по мере расширения фронта строительства других предприятий, формирование их кадров начало пополняться специалистами, «выросшими» в Энгельсе, Чернигове, Барнауле и так далее.
Расширение
Масштабы производства капроновых нитей и волокон в шестидесятых годах росли высокими темпами. Так в стране (без Белоруссии и Прибалтики) в 1960 - 1965 годы мощности капронового производства удвоились, а к 1970 году возросли ещё в два раза, и на следующее десятилетие снижение темпов роста не предвиделось. В связи с этим требовалось резко увеличить создание и производство соответствующего технологического оборудования. Кое-какое оборудование поступало по импорту, но большей частью ориентация была на отечественные машины, разработкой ряда которых занималось СКТБ МХВ. Этот период совпал с серьезной реорганизацией отрасли машиностроения. Видимо, с целью улучшения управление создавало укрупненные предприятия, одним из которых стало Ленинградское машиностроительное объединение имени Карла Маркса, в состав которого вошли завод обувного машиностроения «Вперед», завод «Вулкан», осваивавший в то время производство оборудования трикотажного назначения, и два псковских завода. Нашему заводу было поручено возглавить это Объединение, для которого «КМ» стало фирменным знаком. При этом в Псков было передано изготовление машин для производства практически всех типов волокон из растворов.
Генеральным директором ЛМО КМ был назначен Александр Кондратьевич Степанов, а  главным инженером стал Ефим Исаевич Красовицкий, бывший до этого директором завода «Вулкан». Это были два антипода: Красовицкий тяготел к хозяйственно-коммерческой деятельности, тогда как Степанов не выпускал из своих рук техническое перевооружение заводов, где головному заводу он уделял наибольшее внимание. Так, по инициативе Степанова на второй площадке развернулось строительство инженерно-административного корпуса и новых цехов. Уже в шестидесятых годах в первую очередь были введены в строй электромонтажный цех, упаковочный цех с конвейером и камерными сушилками окрашенных частей, а также двухпролётный экспериментальный цех с механическим участком и стендами для сборки и испытаний создаваемого оборудования. Велось строительство цеха гальванических покрытий с очистными сооружениями по последнему слову техники. По плану развития предусматривалось полностью использовать всю свободную территорию второй площадки, размер которой был 7,8 гектара — больше половины всей территории завода. На очереди было строительство двухпролётного здания цехов для изготовления металлоконструкций и штамповочного, а также ещё здания для нового цеха пластмасс, где предполагалось разместить порядка двух десятков литьевых машин различной мощности с участком переработки отходов этого производства. Планировалось создание линии сборки ручных вязальных машин «Нева», выпускавшихся заводом «Вулкан» небольшими партиями из-за недостатка там площадей. В те времена спрос на эти машины был огромный.
главным инженером стал Ефим Исаевич Красовицкий, бывший до этого директором завода «Вулкан». Это были два антипода: Красовицкий тяготел к хозяйственно-коммерческой деятельности, тогда как Степанов не выпускал из своих рук техническое перевооружение заводов, где головному заводу он уделял наибольшее внимание. Так, по инициативе Степанова на второй площадке развернулось строительство инженерно-административного корпуса и новых цехов. Уже в шестидесятых годах в первую очередь были введены в строй электромонтажный цех, упаковочный цех с конвейером и камерными сушилками окрашенных частей, а также двухпролётный экспериментальный цех с механическим участком и стендами для сборки и испытаний создаваемого оборудования. Велось строительство цеха гальванических покрытий с очистными сооружениями по последнему слову техники. По плану развития предусматривалось полностью использовать всю свободную территорию второй площадки, размер которой был 7,8 гектара — больше половины всей территории завода. На очереди было строительство двухпролётного здания цехов для изготовления металлоконструкций и штамповочного, а также ещё здания для нового цеха пластмасс, где предполагалось разместить порядка двух десятков литьевых машин различной мощности с участком переработки отходов этого производства. Планировалось создание линии сборки ручных вязальных машин «Нева», выпускавшихся заводом «Вулкан» небольшими партиями из-за недостатка там площадей. В те времена спрос на эти машины был огромный.
Добрая память
Александр Кондратьевич Степанов ушёл из жизни в начале семидесятых годов. Уже оставив должность генерального директора Объединения, он продолжал трудиться рядовым инженером в отделе главного металлурга до последних своих дней. За годы его директорства завод имени Карла Маркса преобразился полностью. Александр Кондратьевич оставил о себе добрую память не только этим, а больше всего чутким отношением к людям. У него не было часов приема, к нему можно было прийти в любое время, да в этом и не было необходимости. Он регулярно бывал в цехах и отделах, общался с народом и был доступен без всяких ограничений. При необходимости он назначал время приема, когда на ходу решить вопрос было невозможно. Я не помню случая, чтобы он кому-нибудь не помог или не дал нужного совета. Я безгранично благодарен ему за доверие и за огромную поддержку, которую он мне оказывал в работе и морально. Причем всё делалось в такой мягкой и деликатной форме, что при этом не возникало даже мысли, что что-то могло быть иначе.
Так, помню, в Энгельсе на одной из планерок у директора возник вопрос о том, что из-за отсутствия специального кабеля для подключения силовой установки срывается ввод мощностей. Снабженцы сбились с ног — нигде не могут найти 150 метров такого кабеля. Я записал его марку и в тот же день позвонил Кондратьичу. «Позвони мне завтра», — сказал он. На следующий день он мне сообщил, что кабель есть и отправляет его автотранспортом, и что он уже переговорил об этом с Барановым (директором Энгельсского завода химволокна). На следующей планерке было особо отмечено, как ленинградцы выручили. А это пошло нашей фирме в актив.
В Чернигове несколько позже возникла чуть ли не катастрофическая ситуация: при запуске в работу первой машины обнаружено было, что расплавленный полимер «замерзал», не доходя до формовочных головок. Причину установили только после вскрытия наружных швов каналов, проводящих расплавленный полимер. А до этого, предполагая, что это случайное явление, неоднократно отключали обогрев, сливали теплоноситель и заменяли эти системы. Назревал грандиозный скандал — машины запустить невозможно, а это значит, что комбинат не может быть введен в эксплуатацию. Вячеслав Яковлевич Радченко (директор Черниговского комбината) «рвал и метал» — все сроки срываются! Исправить допущенную ошибку на месте было невозможно. Александр Кондратьевич бросил все дела и с группой специалистов прилетел в Чернигов. Ознакомившись с обстановкой, тут же принял решение немедленно исправить чертежи и дал на завод указание аварийно изготовить для одной машины новый комплект узлов и одновременно распорядился отправить дефектные части в Ленинград для исправления. В течение недели на комбинат поступили новые узлы. Первую машину можно уже было готовить к запуску в работу. Напряжение было снято. Одновременно с этим автотранспорт встречными маршрутами оперативно осуществлял перевозку расплавопроводящих узлов на исправление в Ленинград и обратно, в Чернигов. В течение примерно трех недель и этот вопрос был благополучно закрыт.
Характерно, что Александр Кондратьевич никаких разборок случившегося не производил, и только оперативно принятое им решение предотвратило большие неприятности. Причины же были ясны, и лишний раз травмировать народ ему было ни к чему. Забота о людях у него была на первом плане. Свидетельством тому явилась созданная в период его руководства Объединением база отдыха. В живописнейшем месте Карельского перешейка, на берегу реки Вуокса, вблизи станции Лосево, был выстроен дачный поселок, где месячный отпуск могли провести на лоне природы практически все желающие работники предприятия, всей семьей в отдельном домике. Тут же был создан и большой заводской пионерский лагерь.
Нет никаких сомнений в том, что многие «карломарксовцы» моего поколения хорошо помнили тот период, когда Генеральным директором Ленинградского Машиностроительного Объединения имени Карла Маркса был Александр Кондратьевич Степанов, а также с чувством глубокой признательности вспоминают и его самого. А.К.Степанов похоронен на Северном кладбище, в Парголово, и на его могиле установлен памятник, изготовленный на заводе имени Карла Маркса.
Конкуренция престижа
Ещё до создания СКТБ МХВ я и мои сокурсники, Пономарев и Форер, работали в группе Семенова по различным заданиям. Будучи загруженными в несколько отличавшихся направлениях, мы практически не взаимодействовали. Василий Иванович не стремился унифицировать наши разработки и даже, кажется, делал это с определенной целью. Тематика наших разработок была близка по своему характеру. Мы тогда работали над проектами машин для формования разных капроновых нитей по частично различной технологии и отличающихся конечным продуктом, определяемым типом и назначением этих нитей. Так, Пономарев работал над созданием машины для производства технической (кордной) нити, а Форер осуществлял разработку темы группы изобретателей ВНИИВа по созданию машины совмещенного процесса формования, вытяжки и резки штапельного волокна. В моем ведении была тогда только машина для производства нитей текстильного назначения. Позже мне довелось заниматься и этими машинами, первая партия которых уже вводилась в эксплуатацию на Киевском комбинате, а Пономарев, уже будучи начальником отдела СКТБ МХВ, приступил к проекту следующей, усовершенствованной модели. (Здесь нужно отметить, что путь к усовершенствованию наших машин был открыт благодаря началу выпуска специальных синхронно-реактивных электродвигателей «ДРС» в Виннице и статических частотных преобразователей в Запорожье, а также ряда разработок ВНИИМСВа в Чернигове и других институтов).
То, над чем работал Пономарев, было, конечно, шагом вперед, но у меня были мысли проработать свой, альтернативный вариант. В процессе разработки моему коллективу удалось создать такую конструкцию приемно-намоточной машины для кордной нити, где каждый скоростной узел механизма намотки имел индивидуальный привод, а это позволяло без остановки всей многоместной машины заменять любой узел резервным. Кроме того, конструкция машины была разбита на секции, которые после сборки на заводе отправлялись заказчику в полностью собранном виде, без промежуточной разборки, как было до последнего времени.
На технический совет были вынесены для рассмотрение два проекта: разработанный СКТБ МХВ и представленный моим бюро № 2 ОГК. Директор СКТБ, Глеб Александрович Голубев, отказался принимать участие в обсуждении нашего проекта, посчитав это пустой тратой времени. Это стало известно Степанову, и он, ознакомившись с существом вопроса, принял единственно правильное решение:
«Пускай потребитель решит, что ему лучше. Готовь, — сказал он мне, — чертежи на укороченную машину с двумя вариантами намоточных механизмов: твой и СКТБ. Быстро изготовим. Согласуй только, кто её возьмет на испытание. А там дело покажет...».
Мы не сомневались в правильности выбранного нами направления и быстро выдали необходимую документацию. Барнаульский комбинат готов был провести испытания. Переговоры об этом я провел с начальником производства Виктором Ивановичем Маркиным, с начальником цеха Клавдией Александровной Зубковой и механиком Владимиром Михайловичем Ждановым. Они были готовы к проведению сравнительных испытаний.
В течение полугода четырехместная машина с двумя вариантами конструкции намоточных  механизмов была изготовлена нашим заводом, установлена, испытана на опытном производстве Барнаульского комбината химического волокна.
механизмов была изготовлена нашим заводом, установлена, испытана на опытном производстве Барнаульского комбината химического волокна.
Эксплуатационники безоговорочно предпочли наш вариант и дали о нём положительное заключение. Государственная комиссия одобрила предложенный ОГК механизм намотки и рекомендовала его для серийного производства на машинах ПП-1000-ИМ промышленного исполнения. По результатам сравнительных испытаний вариант СКТБ МХВ был отклонен.
На фото — четырехместная экспериментальная машина ПП-1000-ИМ в процессе испытаний в Барнауле.
Таким образом наш маленький коллектив подтвердил свой авторитет. Без поддержки Александра Кондратьевича Степанова это было бы практически невозможно.
 Оригинальность нашей разработки была признана Комитетом по делам изобретений и подтверждена Свидетельством на промышленный образец № 381 от 10 декабря 1966 года, выданным Ленинградскому машиностроительному объединению имени Карла Маркса.
Оригинальность нашей разработки была признана Комитетом по делам изобретений и подтверждена Свидетельством на промышленный образец № 381 от 10 декабря 1966 года, выданным Ленинградскому машиностроительному объединению имени Карла Маркса.
В период технологической подготовки серийного производства мы успели провести ещё ряд мер по повышению надежности и долговечности механизмов намотки, и в первую очередь нитераскладчика, работавшего в высокоскоростном реверсивном режиме.
Через год началась поставка наших машин с маркой ПП-1000-ИМ в Болгарию на завод полиамидного волокна в городе Видин.
Тогда мы еще сами не понимали, что созданная нами конструкция приемно-намоточной машины секционного исполнения с блоками основных узлов технологического назначения — это новый шаг в создании отечественных машин непрерывного действия, используемых в производстве нитей и волокон из расплава полимера. Многоместные машины секционной конструкции и поставка их потребителю в состоянии повышенной готовности к эксплуатации в несколько раз сократили сроки монтажа и наладки механизмов. А блочная конструкция узлов обеспечила высочайший уровень ремонтопригодности, полностью исключающий необходимость общего останова всей машины для аварийного ремонта вышедшего из строя любого из скоростных и особо подверженных износу рабочих элементов конструкции. Таким образом было обеспечено сокращение до минимума времени простоя машины даже при плановых технологических, не говоря уже о ремонтных работах.
На этих же машинах, в формовочной части, было внедрено и успешно эксплуатировалось ещё одно наше новшество, которое облегчало труд обслуживающего персонала. До этого в случае необходимости замены в прядильной головке дозирующего насоса оператору приходилось снимать теплоизоляционную крышку и извлекать из горячей (до 280 градусов) зоны обогрева тяжелый, более 20 кг, так называемый «блок», в составе которого находился шестеренный насос и фильерный комплект — работа тяжелая, требующая большого опыта во избежание травм от ожогов. В нашей конструкции не требовалось вытаскивать блок: насос по направляющим вставлялся в карман блока и крепился через съемную пластину одним болтом с ленточной нарезкой. Это было признано изобретением и подтверждено авторским свидетельством № 163319 с приоритетом от 31 января 1963 года.
Дальнейшее развитие
Конечно, мой маленький коллектив из семи человек (вместе со мной) никак не мог конкурировать с двумя отделами СКТБ МХВ, где более чем по 20 конструкторов работали над созданием широкой гаммы машин для капрона и лавсана. Среди них были такие корифеи, как Василий Иванович Семенов, Борис Алексеевич Гудовский, Дмитрий Николаевич Беспалов, Тариэл Иванович Матинов, Виталий Васильевич Ерохин и другие, в том числе мои однокашники Владимир Форер, Николай Васильев, кандидат технических наук Леонид Зельдин, заслуженный изобретатель Минлегпищемаша Олег Пономарев и ряд опытнейших конструкторов-разработчиков. При этом вместе с ними трудились конструктора- специалисты электрики и электронщики Виктор Алексеев, Анатолий Иванов, Феликс Эльман и ряд других сотрудников, специалистов в области электропривода, электроники, автоматики и КИП, которыми руководил кандидат технических наук Виталий Васильевич Мачулин. Кроме того, в составе СКТБ был технологический отдел, в задачи которого входило обеспечение и отработка технологичности конструкций и разработка технологии и оснастки для изготовления важнейших деталей машин. Контакт с потребителями создаваемого оборудования, организацию и проведение испытаний обеспечивала инженерная группа с участием специалиста-технолога Татьяны Ивановны Куркай, инженеров-испытателей Наума Шлионского, Романа Шафира и других специалистов.
В шестидесятые годы СКТБ уже имело в своих наработках не один десяток проектов, ряд которых носил элементы оригинального характера. Некоторые из них уже были воплощены в изготовленные машины, некоторые проходили испытания или уже успешно эксплуатировались на старых и новых предприятиях химволокна. К этому времени уже была создана хорошо оснащенная экспериментальная база, созданная в новом корпусе на второй площадке завода. Иначе говоря, к началу семидесятых годов появились все предпосылки к приближению создаваемых конструкций оборудования для производства химических волокон к уровню конкурентоспособности. В свете этого позволю себе привести некоторые выдержки из «Справочной информации» (https://spbarchives.ru/infres/-/archive/cgantd/R-118), которые характеризуют роль СКТБ МХВ в этой области:
«С 1 января1966 года, после упразднения Совнархозов, СКТБ МХВ было передано в ведение Министерства машиностроения для легкой и пищевой промышленности и бытовых приборов и непосредственно подчинено Главному управлению по оборудованию для производства химических волокон и красильно-отделочному оборудованию (Главхимтекстильмаш)» (здесь и дальше курсивом выделен заимствованный из документов текст).
Приказом Минлегпищемаш от 16/lХ-1966 года № 606 СКТБ МХВ утверждено Головным КБ для проектирующих конструкторских служб заводов Главхимтекстильмаша. В функции СКТБ МХВ входила разработка технической документации «...на новое оборудование для производства химических волокон...» применительно к ряду заводов системы «Главхимтекстильмаш», а именно: заводу им. К. Маркса, Псковскому машиностроительному заводу, заводам «Химтекстильмаш» в Орле и в Чебоксарах, московскому заводу им. 1-го мая, Серпуховскому заводу «Х Октябрь» и Селиванскому машиностроительному заводу. При этом предусматривалось проведение единой политики в создании оборудования на высоком техническом уровне. А также особо хочу отметить, что в функции СКТБ МХВ входило (в пунктах «к» и «л») «принятие решений по предложениям предприятий, конструкторских организаций, рационализаторов и изобретателей по дальнейшему совершенствованию выпускаемых конструкций машин» и «проведение совместно с предприятиями по указаниям головных институтов ВНИИЛТЕКМАШ и ВНИИМСВ оценки технического уровня выпускаемой продукции, внесение предложений совместно с обслуживаемыми предприятиями и организациями о снятии с производства изделий устаревших конструкций и замены их новыми, более совершенными».
В памяти не отложилось, как этот приказ был доведен до ИТР среднего звена и как он исполнялся руководителями конструкторских подразделений. Во всяком случае в отделе главного конструктора (ОГК) Головного завода о нём ничего не было известно и он никак на нашей работе не отразился. В этот период в моем бюро шла интенсивная подготовка к экспортным поставкам в Болгарию: разработка соответствующих технических условий на уже упомянутые машины ПП-1000-ИМ для кордной нити и на новые машины ПП-600-И56 для текстильной нити. Параллельно бюро № 3 готовило экспортные ТУ на крутильно-вытяжную машину КВ-300-И.
Машины разные, но в документации требовалось единообразие, касающееся консервации, упаковки, запасных частей, вспомогательных материалов, инструмента и т.п.. Особое внимание уделялось совмещению строительной части с требованиями монтажа прядильных машин. Одновременно требовалось согласование объемов поставки таких технологических деталей, как шпули, насосы, фильерные комплекты, специальные смазочные материалы и т.п. на период освоения, заботами о которых на внутреннем рынке занимались потребители. Работа эта была для нас совершенно новой, и нам приходилось по многим вопросам консультироваться с работниками комбинатов и проводить согласования со специалистами ГИПРОИВА, проектировавшими объект. Серьезным участком работы явилась разработка документации на тару, упаковку и транспортировку экспортных грузов с учетом неоднократной их перевалки. Маршрут следования был определен железнодорожным транспортом до Одессы, дальше морем до Варны с последующей перегрузкой на речной транспорт для следования по Дунаю до порта в городе Видин. При этом работы, связанные с текущим производством, требовали постоянного внимания и отнимали значительную часть нашего времени. Параллельно со всем этим мне приходилось заниматься формированием и подготовкой группы шефмонтажа и оснащением её необходимым инструментом, приборами, специальной документацией и материалами.
В этот период мне не удавалось регулярно наблюдать за новейшими разработками СКТБ МХВ, но нельзя было не обратить внимание на то, что темпы роста объемов новых разработок несомненно нарастали, и технический уровень создаваемого оборудования повышался. Сказывался накопленный опыт конструкторов и, естественно, расширяющиеся требования заказчиков, создавших к тому времени новые виды волокон и новую технологию. Безусловно, не стояла на месте и наука: ВНИИСВ, ВНИИМСВ и ВНИИЛТЕКМАШ, имея свои сильные экспериментальные базы и пользуясь более широкими возможностями в получении и систематизации информации о зарубежной технике, уже выдавали свои разработки и экспериментальные образцы, продвигая их к промышленному применению. Кроме того, ряд предприятий, производящих химволокно, приобретал образцы импортного оборудования передовых немецких, японских, итальянских фирм и имел возможность изучать наиболее интересные и важные элементы конструкций. Нечего греха таить — в ряде случаев имело место и копирование образцов, на основе которых создавались гибридные виды техники.
После вынужденной паузы
26 месяцев я небыл на заводе, не был и в Ленинграде. С пуском опытного производства в Видине развернулись работы по подготовке к началу монтажа нашего оборудования на основном производстве. Не буду особенно распространяться о работе в Болгарии. Могу только отметить, что обстановка мне очень напоминала советскую. Начну с контракта, которого до приезда в Болгарию я так и не увидел. А когда в торгпредстве мне удалось с ним познакомиться, мне стало ясно, что он составлен так, чтобы никто ни за что не отвечал. Техническая помощь была оговорена в двух словах, а о сдаче-приемке оборудования вообще не упоминалось. Мне предложили сформулировать нашу помощь самим, что я и сделал с таким расчетом, чтобы у нас был конкретный план действий. Этот план я согласовал со А.К.Степановым, и он был принят торгпредством. По окончании работ все члены нашей бригады шефмонтажа — Лев Кошмин, Виктор Пчелкин, Виктор Федотов, Михаил Панченков, Иван Гамилов и я — были отмечены государственными наградами Народной Республики Болгарии.
Вернувшись на завод, я первым делом считал, что мне нужно отчитаться руководству о проделанной работе за границей. Генеральным директором уже к этому времени был Глеб Александрович Голубев, сменивший на этом посту Александра Кондратьевича Степанова. Но наша встреча не состоялась. Голубева не интересовала проделанная нами работа.
Наступили рабочие будни. Мой маленький коллектив встретил меня цветами и стихами, которые начинались словами: «Из дальних стран вернулся он...» и т.д. Моё длительное отсутствие на деятельности моих коллег не отразилось, не считая некоторых шероховатостей личного характера: Нина Ивановна Истомина соперничала за приоритет в активности с Зинаидой Максимовной Марковой, которую я на период командировки оставил старшей в бюро. С моим возвращением Маркова ушла на работу в БРИЗ, и мой коллектив стал ещё меньше, а объем работ вырос. Выручал накопленный годами опыт и заинтересованность, которая выражалась в широкой возможности дополнительного заработка. Прибавку к должностному окладу каждый из сотрудников бюро имел возможность получить за счет рационализации. Тем более, что нам приходилось работать с документацией разных разработчиков, как правило, не очень знакомых с особенностями нашего завода. Это давало возможность подачи предложений, обеспечивающих снижение трудоемкости и металлоемкости изделий, что, кстати, регулярно планировалось. Кроме того, немаловажное значение имело хорошие знание условий эксплуатации оборудования для производства капрона и лавсана. Все сотрудники бюро неоднократно бывали на предприятиях химволокна. Инженеры Истомина, Маркова, Наравцевич и Мошняцкий работали на монтаже, принимали участие в испытаниях наших машин и поддерживали контакты со специалистами комбинатов. Техники Тамахина и Аркадьева также выполняли определенные задания, дававшие им возможность познакомиться с условиями эксплуатации нашего оборудования. Все они, индивидуально или группами, принимали активное участие в рационализации, и я это поддерживал.
Конечно, за годы, проведенные в Болгарии, я сильно отстал от участия в новых разработках, а СКТБ МХВ за это время намного продвинулось вперед. Появились новые оригинальные, не знакомые мне разработки, в числе которых были использованы и экспериментальные данные институтов, и импортные образцы. Со всем этим разбираться приходилось по ходу дела, и то в случаях возникновения уже каких-либо неприятностей. Так было с намоточным механизмом машины ПП-600-И56, где в устройствах откатки на четырех роликовых опорах не была предусмотрена, как оказалось, регулировка, компенсирующая предельно допустимые погрешности изготовления деталей. Мне стоило большого труда убедить авторов в ошибке, но их упрямство удалось преодолеть только тогда, когда мне прислали образец того, что являлось оригиналом. Это один из ряда примеров. К сожалению, хоть мы и находились на одной территории и делали как будто бы общее дело, наши отношения не носили характер содружества. Правда, с некоторыми ведущими конструкторами у меня были прекрасные отношения, даже выходящие за рамки служебных. Так с Дмитрием Николаевичем Беспаловым мы дружили семьями и были полностью солидарны в работе, и даже в садоводстве наши дачи мы строили рядом. А вот с моим лучшим институтским другом Олегом Пономаревым наши отношения резко изменились. Став генеральным директором ЛМО, Голубев передал Олегу бразды правления вместе со своим стилем работы.
А с Глебом Александровичем я был знаком давно, ещё с тех пор, когда работал на заводе «Вулкан». Он пришел рядовым технологом, но через несколько лет стал главным технологом завода, сменив на этом посту старейшего заводского специалиста Якова Лазаревича Требника, ставшего его заместителем. А через несколько лет, с образованием Совнархоза, он занял там одну из руководящих должностей и вскоре при создании СКТБ МХВ стал директором этого перспективного конструкторского бюро. Благодаря своим организаторским способностям, незаурядным качествам в деловых отношениях и апломбу он был назначен главой одного из крупнейших в Ленинграде машиностроительных Объединений, сформированного усилиями Александра Кондратьевича Степанова.
Перемены в руководстве
Сейчас уже трудно вспомнить — кто, когда и как стоял во главе ЛМО имени Карла Маркса, да это и не существенно, так как стиль деятельности у всех последующих руководителей был в значительной степени отличавшимся, я бы сказал, не в лучшую сторону от того, что было при А.К.Степанове. Но наиболее колоритной, на мой взгляд, фигурой был Георгий Иванович Курганов, с которым я познакомился в период черниговской «эпопеи». Он закончил Военно-механический институт и, отработав по распределению положенный срок, пришел к нам на завод. Это совпало с разворотом активной деятельности Александра Кондратьевича Степанова. По его инициативе создавалась технологическая лаборатория, в задачи которой входило освоение скоростных режимов резания, повышение износостойкости инструмента и другие новинки, внедряемые тогда в машиностроении. Курганову поручено было возглавить эту лабораторию. Кондратьич благосклонно относился к молодым специалистам, поэтому никого такое назначение не удивило. В Чернигов он был командирован для организации доводочных работ, иначе говоря, для исправления брака и других огрехов. В его бригаде были высококвалифицированные станочники и изумительный мастер на все руки слесарь-лекальщик Валентин Лукин. Курганову же требовалось, в первую очередь, обеспечить им условия для работы в мастерских ВНИИМСВА и в ремонтных службах комбината. Каждую свободную минуту он использовал для знакомства с производством. Мы сблизились и даже подружились не только по работе, но и лично. Мы вместе при отъезде из Чернигова покупали подарки нашим детям-одногодкам.
Вскоре Курганов был назначен начальником одного из двух основных механосборочных цехов завода, а перед моим отъездом в Болгарию он был уже начальником производства, т. е. руководителем всех производственных подразделений завода. О таких темпах карьерного роста я только слышал, но на моих глазах это было впервые. Он был способным, волевым и целеустремленным человеком. Я не удивился, когда, возвратившись из Болгарии в конце 1970 года, нам довелось застать его уже в должности начальника производственного отдела Главхимтекстильмаша. Он даже нашел время встретиться с нами (я имею в виду нашу бригаду) в ресторане гостиницы «Россия», где мы отмечали успешно завершенные заграничные работы и возвращение на родину. Мы поздравили и его с новой должностью. Здесь, или раньше, я вспомнил его кредо: «Или грудь в крестах, или голова в кустах». До Курганова этот же путь прошел ещё один питомец завода имени Карла Маркса, Александр Сергеевич Сенской, но его дальнейшая деятельность выпала из моего поля зрения. Курганов позиционировал себя учеником и последователем Кондратьича, но подход к людям у него был совсем не такой, очевидно, в силу особенности его характера.
Через какое-то время Курганов вернулся в Ленинград, но уже в должности главного инженера ЛМО. Я плохо помню все перипетии того периода, кто и как руководил предприятием. У меня были тогда совсем другие заботы — мне нужно было преодолеть свое отставание, а это шло с трудом, так как меня грузили новыми задачами. Одно только могу сказать, что дальше пошла периодическая смена руководителей высшего ранга Объединения, в которой регулярно участвовали одни и те же лица, а Глеб Александрович Голубев как-то незаметно для меня удалился в тишь кабинета в должности Генерального конструктора отрасли.
Ошибки и достижения
За каждый завершенный в срок, а тем более выполненный досрочно этап работ в те времена причитались премии. Естественно, к получению премии стремились все. Завод, отчитавшись в отгрузке изделия, претендовал на его оплату, конструкторские подразделения претендовали на премию за сдачу документации на новую машину в производство. Если при Кондратьиче был заведен порядок приемки чертежей заводскими службами, ОГК и ОГТ от разработчиков, то Голубев это отменил, полагая, что промежуточный контроль излишен. Конечно, проверка при приемке не могла давать 100% гарантий качества, но многое своевременно, при проверке «свежим глазом», можно было перехватить и как-то с минимальными затратами исправить. Некоторые особо каверзные неприятности возникали только тогда, когда они всплывали при монтаже или при приемо-сдаточных испытаниях машин под заправкой и в эксплуатации. Хорошо, если удавалось исправить на месте, или дело ограничивалось отдельными деталями, которые присылали с завода. Но бывало, что приходилось возить туда и обратно, как в свое время в Чернигове.
К счастью, такие случаи были редко. Называлось это «доводкой». А новых машин появилось достаточно много. Попадались легко решаемые вещи, но были и такие, с которыми нужно было повозиться. Так, мне очень обидно было, когда мне ещё и приписывали свои ляпы. Машина с новой маркой ПН-1000-КК18 не отличалась бы от моей ПП-1000-ИМ, если бы конструкторы СКТБ МХВ не заменили в механизме раскладки всего-то одну маленькую деталь, примитивно решив таким образом переход на намотку более толстой (метрический № 5,35) кордной нити. Они применили всего только увеличенный и более тяжелый, с расширенной щелью, ситалловый глазок вместо миниатюрного керамического глазка. В результате — рекламация: механизм раскладки сбрасывает петли. Пришлось ехать и разбираться на месте.
Ничего подобного в Болгарии на машинах ИМ не наблюдалось, и если бы не новый ситалловый глазок, то этого бы не было. Я был поражен. Как можно было нацепить в десять раз более тяжелый глазок на двигающийся с большой скоростью в реверсивном режиме нитеводитель? Мы в своё время бились за доли граммов и за приведение центра тяжести нитеводителя как можно ближе к ползуну, проверяли всё экспериментально в максимально жестких режимах и во времени. А тут...? Резко возросла нагрузка на ползун и поводок, их повышенный износ привел к тому, что нитеводитель на переходах получал дополнительный инерционный размах и сбрасывал петли. Скорость уменьшать нельзя — это отразится на качестве намотки, что абсолютно неприемлемо. Остается только менять ползуны с нитеводителем буквально через считанные часы работы (а их не напасёшься), останавливать эксплуатацию машины и всю последующую технологическую цепочку или возвращаться к выпуску тонкой кордной нити № 10,7. Необходимо было срочно искать новое приемлемое решение, но на это требовалось время.
Проблема была решена, но не авторами, допустившими эту грубейшую ошибку, а нами. Новый нитеводитель был создан и защищен авторским свидетельством № 424798 с приоритетом ЛМО им. Карла Маркса от 13.03.1972 года. Им как минимум два десятилетия оснащались все отечественные приемно-намоточные машины. Какой ущерб был причинен этой ошибкой, мне неизвестно, а вот эффект от ликвидации петель и снижения обрывности нити, т.е. соответственно уменьшения количества отходов при использовании нашего нитеводителя был оценен в весьма приличную сумму, за что авторы получили поощрение примерно по два месячных оклада (правда, только после сбора данных на трех комбинатах, а также путем сложных расчетов и судебных разбирательств).
Не менее сложной, ответственной оказалась проблема изготовления предохранительных клапанов для так называемых «прядильных балок», которые применялись для новых машин в виде небольших по емкости котлов обогрева зоны формовочных устройств. Основным элементом этого клапана являлась разрывная мембрана, которая представляла собой тонкий чугунный диск диаметром 100 мм. Давление в котле сравнительно невелико, но теплоноситель весьма токсичный и при высокой температуре обладает повышенной проницающей способностью, а в рабочем режиме он нагревается до 280 градусов. Температурный режим регулировался автоматикой, но независимо ни от чего по технике безопасности предохранительный клапан был необходим, а изготовить его на заводе никак не могли. Мембрана не выдерживала испытаний даже в холодном режиме.
Решение проблемы я взял на себя. Начал с того, что нашел (к счастью, в Ленинграде) изготовителя алюминиевой фольги, изучил стандарты на этот материал и подобрал по его характеристикам то близкое, что можно было бы использовать для замены чугуна. Самым сложным оказалось добиться изготовления небольшой партии проката алюминиевой ленты повышенной плотности с требующимися характеристиками. Из-за десяти килограммов, которые нам требовались на всю программу, переналаживать прокатный стан вне плана изготовитель не хотел. Хорошо, что нашелся рулончик из прежней партии. А дальше расчетным путём и длительными многократными проверками я подбирал на специальном стенде диаметр матрицы (стальное закаленное кольцо с острыми кромками отверстия и точными размерами), пока не получил подтверждение стабильности требующегося результата. Если бы этим занялись своевременно, то всё обошлось бы без той нервозной обстановки, которая сохранялась вокруг до завершения испытаний. Авторам же было не до этого, они вынуждены были работать над очередным проектом, выдавать как можно быстрее чертежи на следующую машину.
Не могу не привести небольшую выдержку из книги «Эстафета поколений» (стр.337): «От конструкторского замысла до готовой машины обычно проходило три года. Требовалось много времени для исследовательских и конструкторских работ, изготовления и испытания опытного образца, для подготовки производства. Генеральный директор Г.А.Голубев поставил перед техническими службами, конструкторами задачу — сократить сроки.» (выделено мной).
Что же было предпринято самим же Голубевым в этом направлении? 
По его команде экспериментальный цех начали загружать работами производственного характера. Возможности экспериментирования и исследований при проектировании начали сжиматься до тех пор, пока не свелись почти к нулю.
Выпуск чертежей можно было сократить только за счёт отказа от ручного копирования, благодаря новой копировальной технике. Сроки же изготовления сократить можно было, но это оказалось значительно сложнее. А вот предпроектные исследования, оказалось, можно исключить вообще. Для этого следовало только прибегнуть к методу «проектирования в металле», как, помню, названа была в одной из газет доработка машин уже в процессе эксплуатации. Это затратно, но, как показала практика, в принципе возможно. Упрощения пошли и в технологической подготовке производства. Тогда же и появился девиз «Минимум оснастки!». Но, несмотря на эти обстоятельства, всё же удавалось кое-что технологически отработать и экспериментально предварительно проверить, преодолев сопротивление производственников. Легче всего это получалось в случае, когда в числе авторов новшества оказывалось влиятельное и очень «заинтересованное» лицо.
Независимо от всех этих весьма неблагоприятных для конструкторов условий работы техника всё же в ЛМО развивалась, совершенствовалась, изготавливалась большими партиями и обеспечивала высокие темпы роста производства химических, особенно синтетических, волокон. Приведенные ниже цифры, по данным «Энциклопедии по экономике» («Развитие производства химических волокон в СССР» из табл. 1.4, по годам, в тысячах тонн), характеризуют это:
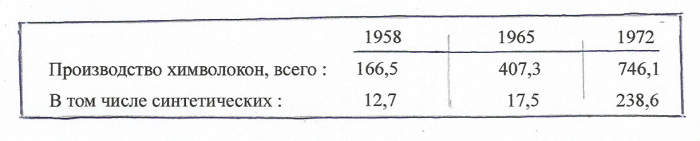
По моим грубым прикидкам, к 1980 году не менее 90% общего объема синтетических нитей и волокон уже вырабатывались на отечественном технологическом оборудовании, значительная доля которого была создана в ЛМО имени Карла Маркса. Здесь нельзя не отметить исключительный вклад в развитие техники, который был внесен и научными организациями разработкой современных технологий. СКТБ МХВ связано было напрямую с ВНИИВом, ВНИИСВом, ВНИИМСВом, ВНИИЛТЕКМАШем и ГИПРОИВом. Короче говоря, контакт специалистов этих институтов с нашей фирмой был постоянный и достаточно тесный, иногда близкий к здоровой конкуренции. В проекты новых предприятий закладывалось оборудование, создаваемое по совместно разработанным техническим заданиям и с ориентацией на инициативные разработки машиностроителей. Часто использовались или принимались за основу экспериментальные образцы, созданные в лабораториях этих институтов.
В номенклатуру изготавливаемого в ЛМО оборудования входили машины для формования, намотки нитей капрон, лавсан, нитрон, крутильно-вытяжные машины для кордной нити. А кроме того — машины и агрегаты (комплекс машин, включая линии непрерывного производства) штапельных волокон, включая процессы формования, вытяжки, гофрировки, резки и упаковки в кипы или без резки жгута, с укладкой его в специальный контейнер. В числе оборудования, выпускаемого на ЛМО имени Карла Маркса, были и линии изготовления полиэтиленовой и полипропиленовой ленты, а также и машины, использующие эти ленты для обвязки пакетов. Было освоено производство экструдеров для непрерывного процесса плавления и гомогенизации расплава полимеров и многое другое. Характерно, что в те годы вся эта техника постоянно совершенствовалась. Большое значение имела тенденция постепенного отказа от использования ВОТ с переходом на электрообогрев.
Потребность в таком оборудовании к средине восьмидесятых годов достигла своего апогея. В этот период в СССР большинство новых предприятий химволокна были уже построены и наращивали выпуск продукции. О масштабах развития отрасли можно судить хотя бы по простому перечню городов, где такие предприятия сооружались в период от конца пятидесятых и до восьмидесятых годов прошлого столетия: Энгельс, Чернигов, Щёкино, Даугавпилс, Волжский, Кемерово, Гродно, Могилев, Светлогорск, Саратов, Рустави, Навои, Барнаул (новый завод капроновой кордной ткани). Кроме того, расширялось и реконструировалось производство капрона на таких старейших предприятиях, как Клинский, Киевский и Барнаульский комбинаты. Выпуск химических волокон рос из года в год. Естественно, основное технологическое оборудование проектировалось не только в СКТБ МХВ и изготавливалось не только в ЛМО. Целый ряд таких текстильных машин, как крутильные, перемоточные, отделочные, сушильные, ткацкие и т.п. изготавливались на ряде заводов Минлегпищемаша, в том числе (и в первую очередь) нашего Главка — в Орле, в Селиваново, на московском заводе «1-е мая». Значительный вклад в изготовление химического и комплектующего оборудования внесли Киевский завод «Ленинская кузница», Винницкий электромеханический завод, Киевские экспериментальные мастерские (КЭМ), Каменский насосный завод, Запорожский завод «Преобразователь», Старорусский завод «Химмаш», Кунцевский игольно-платиновый завод, Кузнецкий завод «Полимермаш»... Не берусь перечислять массу изготовителей электронной техники, электрооборудования, различных измерительных приборов, датчиков и всевозможных других комплектующих изделий. В изготовлении оборудования для производства химических волокон принимала участие, можно сказать, вся страна.
1975 год
Это год издания книги «Эстафета поколений», посвященной истории Ленинградского машиностроительного завода имени Карла Маркса, бывшего завода «Новый Лесснер», знаменитого своим революционным прошлым, ставшего достаточно известным в СССР, государственным дважды орденоносным заводом текстильного машиностроения. Он единственный тогда в стране стал впоследствии головным предприятием отрасли. Всё, что можно было узнать из написанного мной на предыдущих страницах, в значительной степени охватывает часть истории завода послевоенного периода, подробно описанной в книге Прусьяна и Столпнера, но под несколько иным углом зрения. Иначе говоря, книга носит широкий, панорамный характер как бы при взгляде сверху. У меня же всё значительно уже и ближе к горизонтальной плоскости моих взглядов и моих воспоминаний, в основном с акцентом на некоторые наиболее характерные события. В книге история завода изображается в свете политической обстановки в стране. Я же стараюсь показать историю развития отрасли, место и роль завода КМ в процессе этого развития, а также некоторые особенности деятельности инженерно-технического персонала и условия, в которых он находился в тот период.
Эпоха расширения и реорганизации завода, начатая А.К.Степановым, к этому времени практически не только была завершена, но и в каких-то направлениях начала претерпевать даже изменения где-то в лучшую, а где-то и в худшую сторону. В первую очередь это стало заметно во взаимоотношениях в коллективе. Глеб Александрович Голубев ввел в обиход термин «деятели», которым он различал людей по отношению к их деятельности. В этом слове звучала не только ирония, но и какое-то совсем не деликатное пренебрежение к людям. Этим он отличался от своего предшественника.
Кондратьич любил пошутить. Даже в самых неприятных ситуациях он не терял чувства юмора, и я не знал случая, чтобы он при каких-нибудь обстоятельствах повышал голос или подчеркивал свое директорское отношение к членам коллектива начальническим тоном или хотя бы намёком на свое превосходство. При всём этом он был требователен и строг.
Сколько времени на посту Генерального директора был Г.А.Голубев, когда он защитил кандидатскую диссертацию и когда стал Генеральным конструктором отрасли, у меня в памяти не отложилось. Одно только могу сказать: после него смена хозяев директорского кабинета чем-то стала напоминать чехарду, но об этом — немного позже.

На фрагменте карты — две площадки территории завода имени Карла Маркса. Первая площадка была освоена под производственные помещения в основном еще в дореволюционный период и являлась территорией завода «Новый Лесснер», где были тогда сооружены основные здания цехов (включая чугунолитейное производство). Вторая площадка до 60-х годов прошлого столетия использовалась как вспомогательная территория для размещения складов, транспортных средств и длительного хранения чугунных отливок для нормализации структуры литья так называемого «естественного старения».
С изменением специализации резко сократился объем крупногабаритного чугунного литья с интенсивным применением методов искусственного старения в печах отжига, и на высвободившейся значительной части второй площадки было развернуто строительство новых цехов, удвоивших производственные площади завода. В середине семидесятых годов новые цеха функционировали на полную мощность. Именно здесь был освоен такой новый массовый вид продукции, как цельнотянутые из листа алюминиевые патроны и пластиковые чехлы к ним для крутильных машин. С этой целью был приобретен целый комплекс уникального оборудования швейцарской фирмы.
В 1975 году состоялось завершение строительства инженерно-административного здания ДХВ (Дом химических волокон). История его характерна для периода сталинских репрессий. Строить его начали ещё в тридцатых годах, но выше цокольной части здание тогда не поднялось. Кто-то усмотрел, что в плане этот фундамент напоминает самолет, направленный в сторону Смольного. Определили это как злой умысел. Авторов проекта обвинили во вредительстве и репрессировали. Конечно, это никем и ничем не подтверждается, но вполне вероятно. Заросший бурьяном фундамент больше 30 лет простоял за забором. Кондратьич решил возродить его к жизни, и Ленфилиал Гипроторга взялся за разработку проекта и организацию строительства, которое продолжалось около 10 лет.

В новом здании (на фото) поместилось всё руководство Объединения, вычислительный центр, бухгалтерия, планово-экономические, коммерческие и производственные службы. Значительную часть помещения заняли основные отделы СКТБ МХВ. Здесь же нашлось место и для отдела главного конструктора. Моему бюро досталась довольно большая комната (третье окно слева на пятом этаже ), где мы, наконец, смогли удобно расположиться с новыми столами, шкафами для документации и большими «кульманами», что было невозможно в общем зале старого здания.
Роль ОГК
Характер работы в семидесятые годы изменился в значительной степени. То ли здесь сказалось увеличение количества новых машин, находящихся в производстве, то ли смена руководства, то ли возросшая необходимость заниматься разовыми или сторонними заказами — сказать трудно, но ОГК несколько отодвинули в сторону от участия в создании новой техники для химических волокон. Возможно, здесь сказалось выдвижение в Главк наших кадров, которым с нами было легче иметь дело. Перестановки в руководстве продолжались. С уходом на пенсию Е.И.Красовицкого главным инженером Объединения стал бывший главный конструктор Михаил Иванович Вороненков, потом — вернувшийся из Министерства Г.И.Курганов, который вскоре сменил Г.А.Голубева на посту Генерального директора фирмы. Главным конструктором стал Петр Петрович Фащевский, специалист высокого класса, специализировавшийся в области оборудования для производства вискозы. Я очень ценил его советы и рекомендации, но самым ценным для меня было то, что он не вмешивался в мою работу. Даже поступавшие моему бюро задания он формулировал предписанием руководства.
Так в плане работ моего бюро оказалась линия производства волокна «нитрон», техническую документацию которой разрабатывали специалисты ВНИИЛТЕКМАШа. Эта техника была не по нашему профилю, но мы взялись и не пожалели: познакомились с новым для нас видом производства и несколько раз побывали в Навои, где на строившемся предприятии принимали участие в монтаже и в сдаче оборудования в эксплуатацию.
Ещё одну машину этого института довелось доводить до ума. Это машина ОВГ-500-И для выработки высокообъемной нити коврового ассортимента, что осуществлялось из собранного в жгутик пучка нитей с прядильных бобин путем вытягивания, гофрирования, термостабилизации и намотки их в готовом виде на трехконусные бобины. Предполагалось, что заводу предстоит изготовление большой партии этих машин. Мы тщательно отработали документацию, привели в порядок конструкцию гофрировочной камеры с надежным креплением клиньев и согласовали с Киевским комбинатом изготовление установочной партии из пяти машин. Испытания этой партии машин прошли успешно, и... мы получили команду передать документацию ОВГ-500-И московскому заводу имени 1-го Мая для серийного изготовления.
Большая работа у нас была проделана по подготовке к празднику тридцатилетия Победы. Нам довелось внести свою долю участия в сооружение знаменитого мемориала на площади Победы в честь героических защитников Ленинграда по проекту известных архитекторов Сперанского С.Б. и Каменского В.А. и выдающегося скульптора Аникушина М.К.. В центральной подземной части мемориала расположен Памятный зал (музей), важнейшим фрагментом которого являются своеобразные светильники, покрывающие весь потолок и создающие мягкое, как бы рассеянное освещение, соответствующее содержанию и духу мемориального музея. Эти светильники изготовлены на нашем заводе под особым контролем академика архитектуры Сергея Борисовича Сперанского, с которым мне доводилось неоднократно встречаться. В соседнем зале в виде фриза размещены названия предприятий Ленинграда, внесших особый вклад в оборону города в годы блокады. В их числе есть и завод имени Карла Маркса.
Руководство Киевского комбината вышло к нам с предложением разработать документацию на переоборудование машин ПВК-1500-И с крючковыми механизмами под прием нитей на бобины для использования их на машинах ОВГ-500-И. Для нас это была внеплановая работа, и мы выполняли её по трудовому соглашению. Чтобы нам никто не мешал, мы взяли в компанию Эдуарда Вальдемаровича Риттера, бывшего тогда заместителем главного конструктора. Проблем не возникло. Немного подзаработали. И киевляне были довольны: они провели эту работу как рационализаторское предложение. Так что не только у нас источником пополнения личного бюджета являлась рационализация, нужно было только немного шевелить мозгами.
Бывало, правда, и так, что даже заикаться о каком бы то ни было вознаграждении не возникало и мыслей. В прядильном цехе капронового производства на киевском комбинате произошел большой пожар. Люди не пострадали, но больше половины цеха сгорело. Цех был остановлен. В состав комиссии по восстановлению производства от завода-изготовителя назначили меня. Четыре машины ПП-700-И восстановлению не подлежали. Эти машины прошли двадцатилетний срок эксплуатации, и заменять их такими же никакого смысла не имело, да и было бы долго и затратно. Но новые машины вписать в старое здание не было возможности — не позволяли высоты этажных перекрытий и сетка колонн. Моё предложение скомпоновать оборудование из узлов находящихся в производстве машин было принято. И тут началось самое сложное: предстояло выбрать перечень основных технологических узлов, построить схему их увязки и проработать конструктивные элементы увязки. Всё это нам пришлось делать в самые сжатые сроки. Когда всё было готово и согласовано, мы запустили в производство технологические узлы и приступили к разработке рабочих чертежей элементов увязки и остальной необходимой документации. Всё назвать машиной мы не могли, так как на это у нас просто не было времени, да и смысла тому не существовало, ведь этот проект носил разовый характер и воспроизводству не подлежал. Назвали мы это просто: «Узлы восстановления».
Благодаря такой схеме организации работ удалось изготовить, смонтировать и запустить в эксплуатацию полностью восстановленное производство в течение года, одновременно повысив его эффективность почти в два раза. Это было сделано за счет использования более компактных узлов и увеличения числа рабочих мест. Работа нами была проведена с пониманием обстановки и, естественно, с сознанием соответствующего престижа фирмы и мы, конечно, получили в этом большое моральное удовлетворение. Мне никогда не приходило в голову ставить себе (да и моему коллективу) такую работу в какую-то заслугу — это был наш долг, наша обязанность. Были и другие примеры, но основное то, что в той или иной степени мы старались принимать участие в создании новой техники, участвовали в испытаниях и доводке оборудования, общались и поддерживали деловые контакты с научными организациями, специалистами на предприятиях производства химволокон и по мере своих сил и возможностей способствовали развитию отрасли и деятельности своего предприятия.
Коллектив нашего бюро жил и работал в определенной степени обособленно. Мы не интересовались и, тем более, никак не вмешивались в работу других бюро, но и очень не любили, когда кто-нибудь совал нос в наши дела. Правда, в общественных мероприятиях мы участвовали на равных основаниях. Разнарядки на работы в совхозе или на плодоовощной базе мы получали как и все, да и субботники без нас не обходились. Сотрудница нашего бюро Тамара Ивановна Тамахина являлась членом комиссии по культуре на производстве, чему я не противился, хотя в этой комиссии она использовала часто целый рабочий день, причем даже тогда, когда в бюро была самая напряженная работа. Возглавлял эту комиссию очень уважаемый человек, начальник ОТК Виктор Петрович Раевский, с которым у меня были нормальные деловые и житейские отношения, Но однажды, когда Тамахина пришла ко мне с запиской от Раевского о представлении ей отгула на три дня за работу в комиссии, наши отношения несколько изменились. Участвовать в различных общественных мероприятиях нам приходилось постоянно. Естественно, что общепринятые мероприятия проводились в рабочее время. Это даже приветствовалось и различными способами поощрялось. Но никогда никому не приходило в голову давать за это «отгул», т.е. дополнительный оплачиваемый отпуск. В те времена было в порядке вещей по разверстке Райкома КПСС оказывать «шефскую помощь» пригородному совхозу в прополке, в заготовке кормов, в уборочной кампании или районной плодоовощной базе в переборке овощей и картофеля. Иначе говоря, практически круглый год завод выделял на это людей, иногда в большом количестве, и в основном ИТР, как бы основных «бездельников». Но вопрос об «отгулах» при этом никогда не возникал. Я Раевскому тогда отказал, назвав это развратом, а Тамахиной сказал, что если ей нужно по личным делам, то я не возражаю, но если это «отгул за прогул», то я категорически против. После этого Раевский подписал у Генерального директора распоряжение «О предоставлении отгулов всем членам комиссии». Это произошло во времена директорства Белянина.
И это был симптом начала разложения заводского коллектива...
(Продолжение следует)
Июнь 2019
БЛОКАДА Глава 2. Кольцо замкнулось
БЛОКАДА Глава 4. Голод и холод
БЛОКАДА Глава 5. Пригласительный билет
БЛОКАДА Глава 6. Ничто не забыто?
БЛОКАДА Глава 7. Жизнь продолжается
БЛОКАДА Глава 9. В неизвестность
ПЕРЕСЕЧЕНИЯ. Часть 1. Дело было в Сибири
ПЕРЕСЕЧЕНИЯ. Часть 2. Вокруг Ладоги
ПЕРЕСЕЧЕНИЯ. Часть 3. Поиск пути
ПЕРЕСЕЧЕНИЯ. Часть 4. На "Вулкане"
ПЕРЕСЕЧЕНИЯ. Часть 5. Дружба, школа, институт
ПЕРЕСЕЧЕНИЯ. Часть 6. На подъеме
ПЕРЕСЕЧЕНИЯ. Часть 7. Болгарский дебют
ПЕРЕСЕЧЕНИЯ. Часть 8. Развитой социализм или застой?
ПЕРЕСЕЧЕНИЯ. Часть 10. Жизни и судьбы
ПЕРЕСЕЧЕНИЯ. Часть 11. Интеллект по наследству.
ФИНИШ ЭСТАФЕТЫ (часть четвёртая)
ГЕРОСТРАТЫ XXI СТОЛЕТИЯ (глава 1)
ГЕРОСТРАТЫ XXI СТОЛЕТИЯ (глава 2)
ГЕРОСТРАТЫ XXI СТОЛЕТИЯ (глава 3)
Мне понравилось?
(Проголосовало: 19)Комментарии (0)



























































Удалить комментарий?
Внимание: Все ответы на этот комментарий, будут также удалены!
Редакция не несет ответственности за содержание блогов и за используемые в блогах картинки и фотографии.
Мнение редакции не всегда совпадает с мнением автора.
Оставить комментарий могут только зарегистрированные пользователи портала.
Войти >>